一、开机
打开设备的总电源、电机总电源、电机电源、电热等等;
查看设定温度,据上次物料所需温度。
二、准备工具
工具(大小铜棒、手套、六角扳手、铁丝),查看模具型、称料、
三、清料
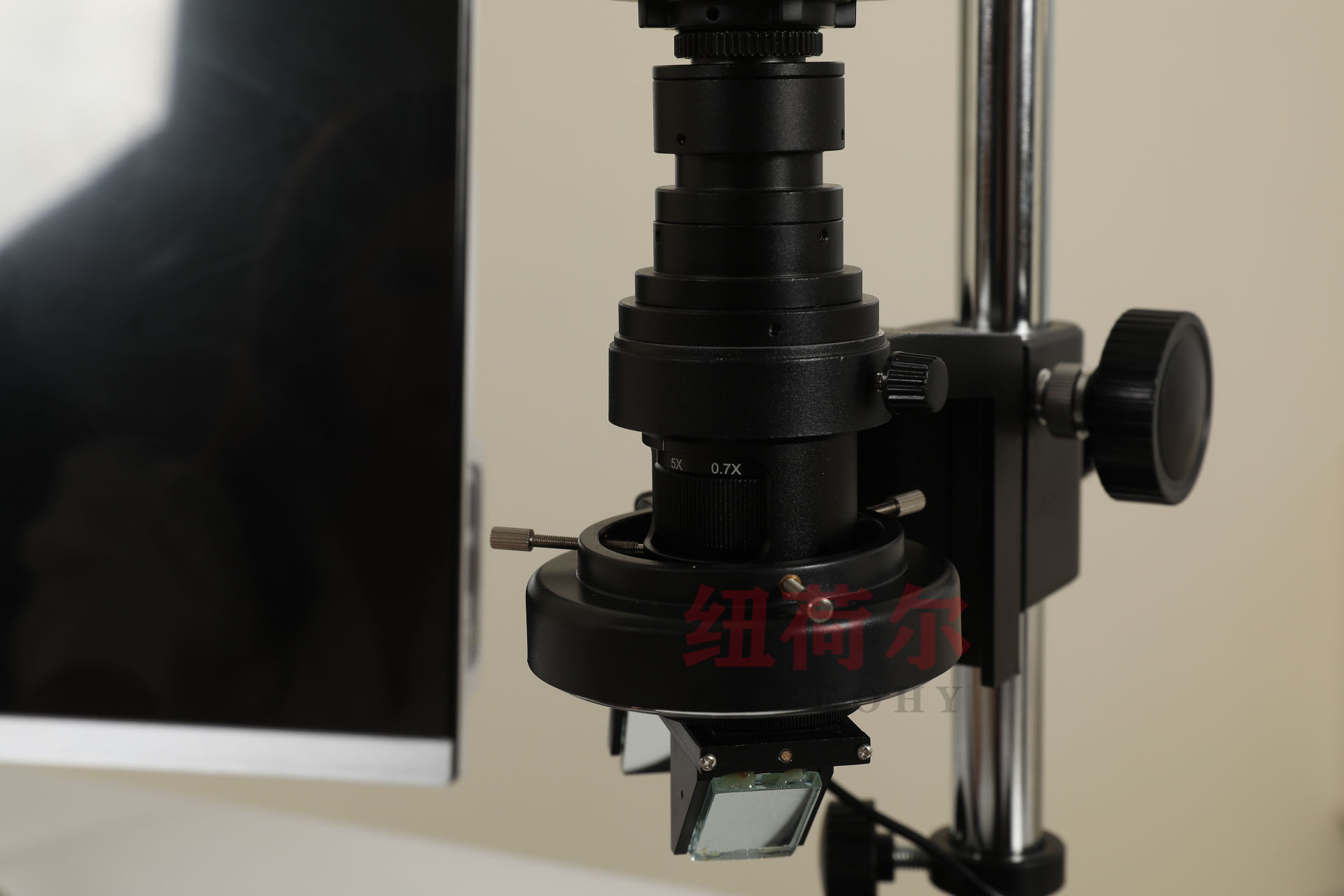
1、将低温料切换为高温料时:首先,根据高温料的工艺要求设定好加热温度。随后,将熔胶全部注射出,以清空料筒中剩余的低温物料(确保这些物料非热敏性)。注塑的工艺流程纽荷尔显微镜使用方法涂料观察,在加热过程中,更换为适用于高温料的模具。当温度达到预设值时,加入新的高温料,并通过多次注射来清洗料筒,直至有连续两次的新料射出。
2、将高温料切换为另一种高温料时:首先,确保料筒温度达到预设值(并控制在允许误差范围内)。然后,将熔胶全部注射出,以彻底清空料筒中剩余的物料。接下来,加入低温非热敏性物料,并多次注射,直至新料连续两次射出。随后,根据新料的需求调整温度参数,并停止加热,让料筒自然降温。
注:开油泵时必需要开冷却水,加料时打开料斗闸板
四、改换模具
注:1、顶针后退(或合模再开模)
2、停掉油泵
3、戴上手套,避免烫伤
4、拆掉的模具要上油,防锈损坏模具
5、安装新模具前要擦掉之前涂的油
6、很分开模具时要用铜棒轻轻敲开
7、禁止碰撞模具
五、 调整参数
1、锁模(压力、速度、位置、时刻)
2、熔胶(加料量位置、背压、熔胶速度、熔胶延时、冷却延迟(OFF)、熔胶警报(时刻)、后松退<位置、速度>)
3、座进(速度、压力、位置)
4、射胶(压力、时刻、速度、位置、射胶延时、射胶警报;保压压力、速度、时刻),模式(时刻+位置)
5、开模(压力、速度、位置、时刻、低压警报、高压警报、特快锁模<OFF>)
6、顶出
顶针模式:多次顶针;
顶针次数:(2次);
顶出:顶进一速、顶进二速,顶退一速,顶退二速,位置、压力、速度;
顶进延时、顶退延时。
7、抽芯绞牙(无侧型芯,全数OFF状态)
8、温度——加热
9、功能时刻
周期时刻要大于锁模、注射、保压、冷却、熔胶、开模、顶出和延不时刻之和。
警报停电机:ON状态
注:熔胶、锁模、注射时刻要小于报警时刻
不要戴手套。
六、调模
开油泵——合模——开模——调模——合模——调模——
注:每次合模时,要把调模改换成手动。
七、手动工艺流程
(开油泵)锁模—溶胶—座进—射胶—保压—冷却(预塑)—开模—顶出—打开平安门取制品—关平安门门合模。
注:温度要抵达设定温度,座进时喷嘴要没有料流出,注塑的工艺流程纽荷尔显微镜使用方法涂料观察,喷嘴要对准主流道衬套,制品有飞边应继续调模。
八、半自动
将限位销锁好——熔胶——(合模——座进)——手动换为半自动——关平安门
注:切换画面到动作监视
最后半自动调为手动,将限位销松开,座退。
九、清料、关机
座退——清料——合模(2-3mm)——停止加热——关油泵——电源——冷却水
十、打扫卫生
清理工作台上的工具,卡具,工作台上的废料,打扫地面。